














Press Brake Operator Training Basics: Safety, Skills, and Setup
Starting a career as a press brake operator requires more than just knowing how to push buttons. A press brake is a powerful machine designed to bend sheet metal with extreme force and precision. Without proper press brake operator training, beginners may face safety risks, machine errors, and costly material waste.
This training guide is designed to help new operators understand the fundamentals of safety, setup, and bending techniques so they can start their journey with confidence.
Why Training Matters for Press Brake Operators
Operating a press brake comes with challenges that should not be underestimated. For beginners, press brake training is the foundation that ensures both personal safety and production efficiency.
- High safety risks: A press brake can exert tons of pressure on sheet metal. Without proper training, operators risk hand injuries, crushed parts, or even life-threatening accidents.
- Reduced errors and scrap: New operators often make mistakes such as incorrect tool selection or improper setup. With structured training, these mistakes can be minimized, saving both time and material costs.
- Improved productivity: Skilled operators work faster and more accurately, which means companies can deliver high-quality parts on schedule.
In short, beginner press brake training helps operators build the right habits from day one, making them safer, faster, and more valuable to their employers.
Safety Rules Every Beginner Must Know
Safety is the first priority for any press brake operator. Even small mistakes can lead to serious injuries, so understanding and following press brake safety rules is essential.
1. Personal Protective Equipment (PPE)
Before operating the machine, make sure you are properly equipped:
- Safety glasses or face shields – Protect your eyes from flying metal fragments.
- Gloves – Use cut-resistant gloves, but avoid loose gloves that could get caught.
- Steel-toed boots – Prevent foot injuries from heavy sheet metal.
- Ear protection – Some press brakes can be loud, especially in high-volume production.
2. Machine Safety Features
Modern press brakes include built-in safety devices. Beginners should always be familiar with these:
- Light curtains – Stop the ram if hands or objects enter the danger zone.
- Emergency stop buttons – Instantly halt the machine in case of danger.
- Two-handed controls – Require both hands to operate, keeping hands away from the pressing area.
- Mechanical guards and awareness barriers – Protect operators from reach-through hazards.

3. Safe Operating Practices
- Never bypass safety features or remove guards.
- Keep hands and fingers away from the die area during operation.
- Always check that tooling is properly aligned and secured before starting a bend.
- Be aware of springback – metal can snap back after bending, so maintain a safe distance.
- Maintain clear communication with coworkers in the workshop.
By following these basic press brake safety rules, beginners can significantly reduce the risk of accidents and build a solid foundation for learning more advanced skills.
Basic Setup for Beginners
Before making any bends, a press brake operator must know how to properly set up the machine. Correct setup ensures both safety and precision.
1. Choosing the Right Tooling
- Punch and die selection: Choose the punch and die according to the material type, thickness, and required bend angle.
- Check for wear or damage: Inspect tooling for cracks, dents, or deformities. Replace if necessary.
- Secure tooling properly: Use clamps or hydraulic clamping systems to fix the punch and die on the press brake bed.
2. Aligning Tooling
- Ensure that the upper punch and lower die are perfectly aligned. Misalignment can cause inaccurate bends and damage the tooling.
- Adjust the spacing to match the workpiece thickness. Beginners can use a feeler gauge or spacer to set the initial gap.
3. Setting Up the Back Gauge
- The back gauge ensures precise positioning of the sheet metal for repeatable bends.
- Adjust the back gauge according to the bend length and position of the workpiece.
- Beginners should start with simple adjustments and always verify measurements with a ruler or caliper before bending.
4. Pre-Operation Checks
- Check hydraulic oil level and inspect hoses for leaks.
- Verify that the emergency stop and light curtains are functioning.
- Ensure the work area is clean and free of obstacles.
Proper setup is the foundation of safe and accurate press brake operation. Beginners who master these basics can avoid errors and produce consistent, high-quality bends.
Sheet Metal Bending Basics
Understanding sheet metal bending basics is essential for any press brake operator. This section covers the main bending methods, material considerations, and common mistakes to avoid.
1. V-Bending vs Air Bending
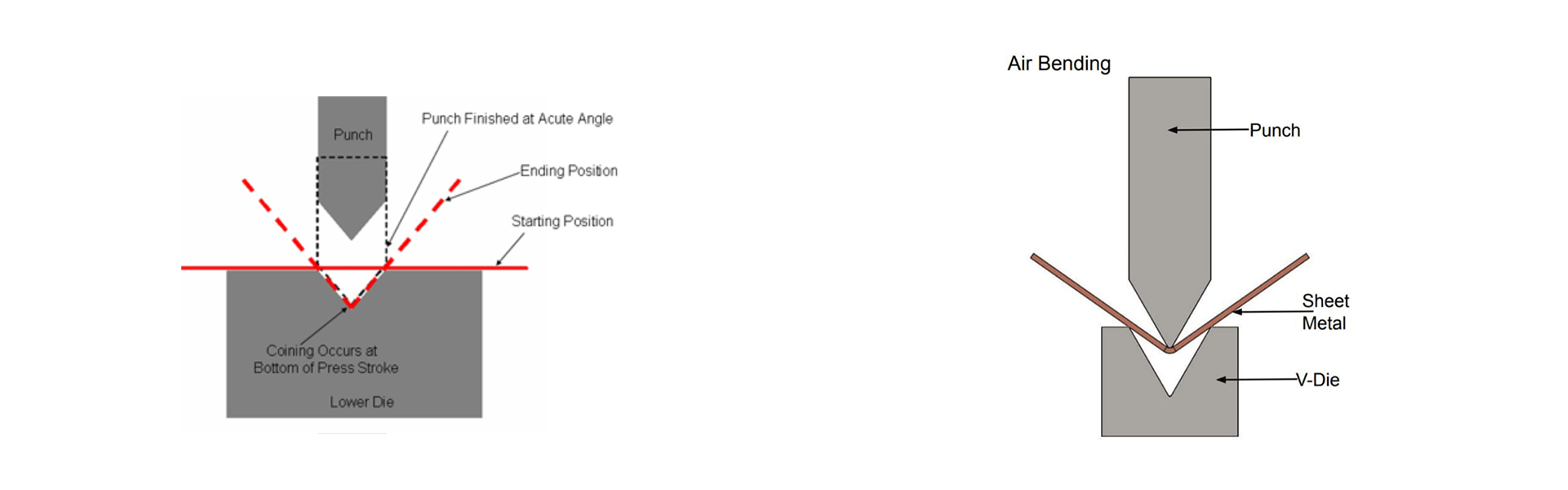
- V-Bending (Bottoming):
In V-bending, the punch presses the sheet completely into the V-die, producing a precise bend angle determined by the die opening and punch shape. This method provides high accuracy and is ideal for repeatable bends.
- Air Bending:
The punch only partially contacts the die, leaving a small gap between the sheet and die bottom. The bend angle is controlled by the ram’s stroke and the punch position. Air bending offers more flexibility for different material thicknesses but requires compensation for springback.
2. Material Thickness and Type
The bend angle is affected by the sheet’s thickness and material type:
- Thicker materials require higher tonnage and may need multiple passes to achieve the desired angle.
- Material hardness affects springback: harder metals like stainless steel rebound more, while softer metals like aluminum bend more easily.
- Material consistency is critical; even the same type of steel may behave differently in different batches.
3. Common Errors and How to Avoid Them
- Incorrect Die Selection: Using the wrong V-die width can lead to inaccurate bends or damage to tooling. Always match die width to material thickness.
- Overbending or Underbending: Estimate springback based on material type and thickness, adjusting the punch stroke accordingly.
- Improper Sheet Positioning: Misaligned sheets cause uneven bends or damage. Use back gauges and clamps to secure the material.
- Neglecting Maintenance: Worn tooling or unlubricated guides can reduce accuracy and damage sheets. Regular inspection and lubrication prevent common bending issues.
Mastering these sheet metal bending basics ensures consistent, high-quality bends and forms the foundation for more advanced press brake operations.
Developing Operator Skills Step by Step
Building strong operator skills is crucial for safe and efficient press brake operation. Progressing step by step allows operators to gain confidence, precision, and speed.
1. Start with Simple Parts
- Begin training with simple sheet metal parts such as small flanges or basic angles.
- Focus on mastering basic bends before attempting complex geometries.
- Repetition helps develop muscle memory and a feel for the press brake’s response.
2. Learn to Read Sheet Metal Drawings
- Understanding sheet metal drawings is essential for accurate bending.
- Identify bend lines, dimensions, and bend allowances.
- Recognize symbols for V-bending, air bending, and hemmed edges.
- Proper interpretation ensures the right tooling, angles, and sequence are chosen, reducing errors.
3. Improve Speed and Accuracy
- Gradually increase production speed once accuracy is consistent.
- Use back gauges and reference stops efficiently to reduce setup time.
- Record bend results and compare with drawings to continuously improve precision.
- Combine theory and experience to anticipate springback and material behavior.
Following these steps systematically will develop strong operator skills, ensuring operators can handle more complex tasks safely and efficiently.
Conclusion
In this press brake operator training beginner guide, we’ve covered the essential foundations:
1. Safety First: Always prioritize operator protection, understand hazards, and use proper PPE.
2. Basic Setup: Learn correct machine setup, tooling alignment, and back gauge adjustments.
3. Skill Development: Start with simple parts, read sheet metal drawings, and progressively improve speed and accuracy.
Mastering these fundamentals ensures that you are ready for more advanced techniques, while maintaining a safe and efficient working environment.
For those ready to take the next step, continue with our series in the Intermediate Guide: Enhancing Efficiency and Precision, where we dive into CNC programming, complex bending sequences, and advanced operator strategies.